
恒天翊官方旗艦店

服務(wù)熱線:133 6054 0871
恒天翊官方旗艦店
服務(wù)熱線:133 6054 0871
 2023/8/17 17:29:53
2023/8/17 17:29:53
 931
931
(1)PCBA的組裝方式指PCBA正反面元器件的布局結(jié)構(gòu),它取決于工藝路徑的設(shè)計,主要的布局類型如下所示。
1.全SMD布局設(shè)計
隨著元器件封裝技術(shù)的發(fā)展,各類元器件基本上可以用表面組裝封裝;因此,盡可能采用全SMD設(shè)計,有利于簡化工藝和提高組裝密度。
根據(jù)元器件數(shù)量以及設(shè)計要求,可以設(shè)計為單面全SMD或雙面全SMD布局(見圖1-6)。

對于雙面全SMD布局,布局在底面的元器件應(yīng)該滿足頂面焊接時不會掉下來的最基本要求。
裝配工藝流程如下:
(1)底面:印焊膏→貼片→再流焊接。
(2)頂面:印焊膏→貼片→再流焊接。
之所以先焊接底面,是因為一般底面上所布局的SMD考慮到了不能掉下來的焊接要求。
2.頂面混裝,底面SMD布局設(shè)計
這是目前常見的布局形式,根據(jù)插裝元器件的焊接方法,可以細分為三類布局,
即波峰焊接、掩模選擇性波峰焊接和移動噴嘴選擇性波峰焊接或手工焊接。由于焊接工藝不同,設(shè)計要求也有所不同。
1)底面采用波峰焊接的布局設(shè)計
底面采用波峰焊接的布局設(shè)計如圖1-7所示,這類布局適合復(fù)雜表面組裝元器件可以在頂面布局下的情況。
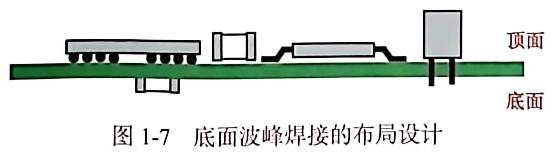
底面一般只布局適合波峰焊接的封裝,如0603~1206范圍內(nèi)的片式元件、引線間距不小于1mm的SOP等。
波峰焊接面上布局的SMD必須先用點膠固定。采用的裝配工藝流程如下:
(1)頂面:印刷焊膏→貼片→再流焊接。
(2)底面:點膠→貼片→固化。
(3)頂面:插件。
(4)底面:波峰焊接。
之所以先焊接頂面,一方面是因為裸PCB在焊接前
比較平整;另一方面是因為底面紅膠的固化溫度比較低(≤150℃),不會對頂面上已經(jīng)焊接好的元器件構(gòu)成不良影響。
貼片膠通常為紅色,因此也稱紅膠。采用點膠的波峰焊接工藝也稱紅膠波峰焊接工藝。
2)底面采用掩模選擇性波峰焊接的布局設(shè)計
掩模選擇性波峰焊接,簡稱掩模選擇焊,指使用掩模板將已經(jīng)焊接好的表面組裝元器件遮蔽起來,只露出需要波峰焊接區(qū)域的選擇性波峰焊接工藝。
所使用的掩模板也稱托盤,因此掩模選擇性波峰焊接也稱托盤選擇性波峰焊接、托盤選擇焊。
底面采用掩模選擇性波峰焊接的布局設(shè)計如圖1-8所示,這類布局適合SMD數(shù)量多、頂面布局不下,又有不少插裝元器件的情況。
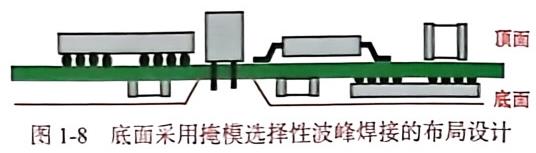
底面元器件的布局要求比較多:一是SMD元器件不能太高;二是波峰焊接元器件與掩模板保護的SMD之間的間隔要滿足掩模板制作及焊接傳熱的設(shè)計要求。
掩模選擇性波峰焊接的布局設(shè)計,其裝配工藝流程如下:
(1)底面:印刷焊膏→貼片→再流焊接。
(2)頂面:印刷焊膏→貼片→再流焊接。
(3)頂面:插件。
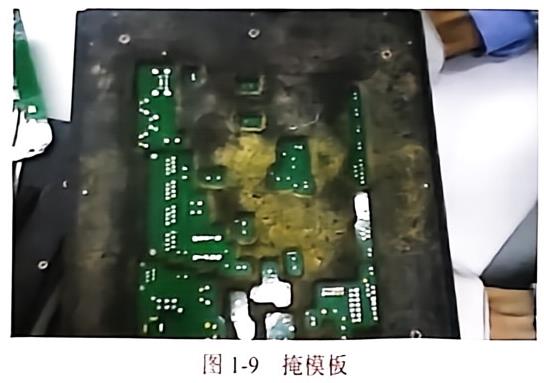
(4)底面:加掩模板,波峰焊接。掩模板如圖1-9所示。
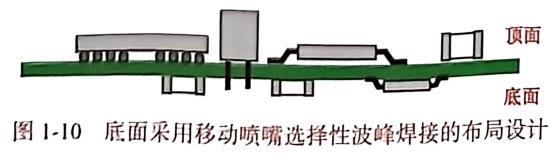
3)底面采用移動噴嘴選擇性波峰焊接的布局設(shè)計
底面元器件的布局與雙面全SMD基本一樣,只要插裝引腳與周圍元器件的間隔滿足噴嘴焊接要求即可。
底面采用移動噴嘴選擇性波峰焊接的布局設(shè)計,其裝配工藝流程如下:
(1)頂面:印焊膏→貼片→再流焊接;
(2)頂面:印焊膏→貼片→再流焊接;
(3)頂面:移動噴嘴選擇性波峰焊接。
3.焊接良率與組裝可靠性的考慮
PCBA的組裝方式設(shè)計,在一些工藝條件下會影響到焊接的良率與組裝可靠性。比如:
(1)雙面組裝PCBA,第二次焊接面的平整度不如第一次焊接面。
我們知道,PCB屬于不同材料的層壓產(chǎn)品,存在內(nèi)應(yīng)力。在第一次焊接后 PCB會發(fā)生變形。此變形會影響到第二次焊接面的焊膏印刷。
因此,對于那些焊膏量比較敏感的元器件(如雙排QFN、0.4mmQFP等),在布局時必須考慮變形對焊膏厚度或量的影響
以及控制變形措施需要的空間要求(如工裝的定位與安裝位置)。
(2)在掩模選擇焊接工藝條件下,PCB表面容易殘留未經(jīng)高溫分解的焊劑。
我們通常采用合成石掩模板實現(xiàn)選擇焊接,由于掩模板與PCB之間沒有密封圈,僅靠接觸進行密封,實際上它們之間存在著一定的間隙,如圖1-11所示。
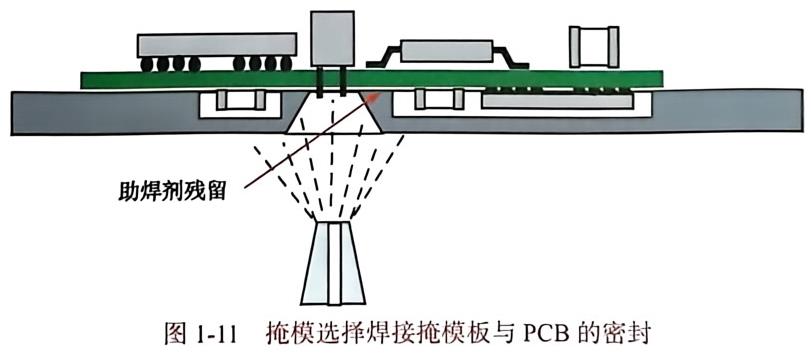
在噴涂助焊劑的時候,過厚的焊劑往往會在縫隙毛細作用力下吸附進縫隙或因傳送系統(tǒng)的傾斜流進縫隙,而這些焊劑過波峰時又不能被熔融的焊錫高溫分解掉或沖刷掉,
具有一定的腐蝕性。如果焊接后不進行清洗,這些殘留的助焊劑很容易吸潮而成為電解質(zhì)溶液,降低表面絕緣電阻甚至對電路、元器件造成腐蝕,影響PCBA的長期可靠性。
因此,元器件布局時一定要保證被保護元器件與選擇焊接的元器件焊盤之間有足夠的距離,不能無約束地追求小距離的設(shè)計。距離越小,掩模選擇開窗密封尺寸就越小,對可靠性的影響也越大。
(3)紅膠波峰焊接工藝,容易對頂面焊接完成的BGA器件焊點造成界面粗化現(xiàn)象。
在波峰焊接過程中,熱量會通過BGA下的導(dǎo)通孔將BGA焊點加熱,導(dǎo)致BGA 焊點PCB側(cè)晶粒粗大甚至重新熔化與結(jié)晶,從而導(dǎo)致BGA焊點可靠性劣化。
我們應(yīng)了解,紅膠波峰焊接工藝起源于SMT發(fā)展之初,主要用于表面組裝元器件以片式元件為主的時代。現(xiàn)在應(yīng)避免采用這種設(shè)計,因為它不僅組裝密度低、效率低,并且也會限制設(shè)計的布局。
電話
微信
郵箱
置頂
恒天翊堅信質(zhì)量是產(chǎn)品的靈魂,嚴守每一項標(biāo)準(zhǔn)、生產(chǎn)的每一道工藝、服務(wù)的每一個細節(jié)!
